Tip-5: Steam Charging Must Be Rapid And Uniform
The concept for successful dewaxing is to rapidly heat the shell; to a temperature greater than the melting point of wax; so that a layer of wax all over the wax-shell interface melts and starts flowing out of the shell.
- This creates a gap between the shell and the wax pattern surface allowing space for the bulk of the wax to expand without cracking the shell.
- The steam injection should be rapid so that the sudden addition of heat will melt the wax layer quickly.
- The steam injection should be uniform so that the wax layer melts all over the shell simultaneously.
- The steam touches all surface of the shell at the same time.

Tip-6: Air Mixed With Steam Can Reduce Dewax Efficiency
- At the start of dewax cycle the dewax chamber is filled with air. As steam enters the chamber this air gets compressed due to the steam pressure.
- The air within the porous shell gets pushed towards the surface of the wax. This air gets compressed between the steam and wax creating a layer of compressed air between the steam and the wax pattern.
- This air layer prevents the steam from coming in direct contact with the wax. So, the steam heats the compressed air layer first, this then heats the wax pattern.
- Air is not a good conductor of heat. Thus, higher temperature and pressure are required to overcome the insulating effect of the air layer. This layer of compressed air reduces the efficiency of the autoclave.
- If the air in the autoclave is first purged (removed) and then steam is charged into the chamber. This insulating layer of compressed air can be minimized.
- This will greatly improve the dewax efficiency of the autoclave. Such a purge and charge feature in the autoclave will enable efficient dewaxing at much lower temperatures and pressures.
Other advantages of shell with uniform thickness:-
- During shell firing the sintering of the shell is uniform. Problems related to Under-sintered and over-sintered areas in the shell are minimised.
- After metal pouring the cooling of the casting is uniform and predictable. This can contribute directly to improved casting yield.
- Knockout of the shell becomes easier.
- There is considerable saving in shelling material. In a non-uniform shell the thinnest section is good enough to support the casting. All the areas of extra thickness are actually unnecessary additional material. If this is the saving.
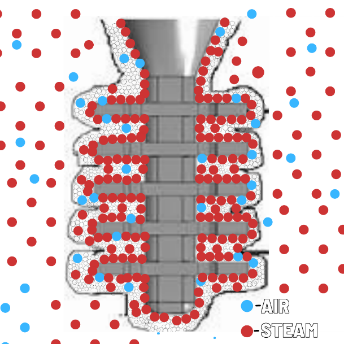
The below images explain the same phenomenon :-
Normal Dewaxing cycle
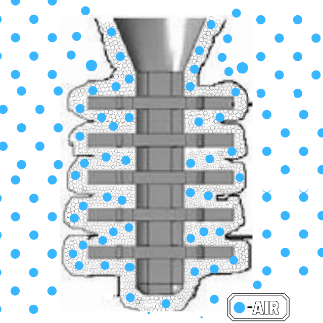
1. Only Air While Loading
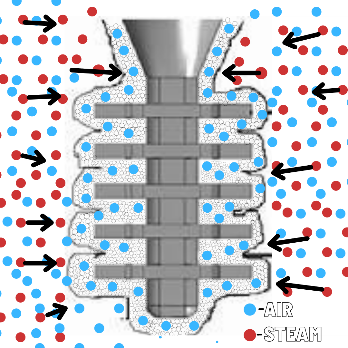
2. Steam Entering Along With Air
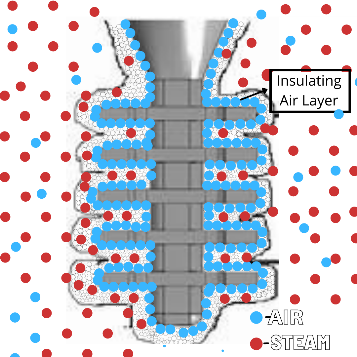
3. Insulating Air Layer Is Formed
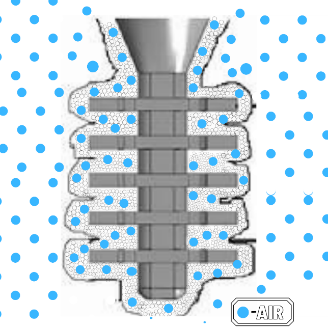
1. Only Air While Loading
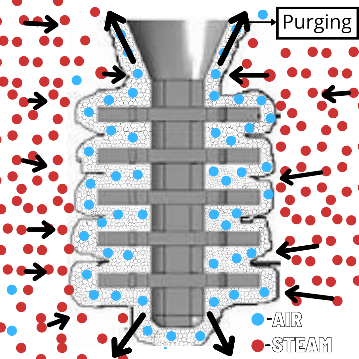
2. Purging Out The Air From Autoclave